Оливер Брикс, мастер зубной техник.
Широко известен, как международный лектор
по вопросам эстетической реабилитации пациентов.
Виниры открывают перед нами новые грани эстетики. С моей точки зрения, виниры представляют собой идеальное, исключительно элегантное решение при необходимости косметической и функциональной реставрации зубов. Изготовление виниров с их последующей адгезивной фиксацией является одним из наиболее эффективных минимально инвазивных методов реставрационного лечения.
На Рис. 1 показана исходная клиническая ситуация с большими композитными пломбами и стертыми режущими краями передних зубов верхней челюсти.
На Рис. 2 представлено решение: адгезивная фиксация керамических виниров в области зубов № 13 – № 23. Результат: естественный гармоничный вид реставраций и идеальное состояние десневых тканей вследствие неинвазивного препарирования зубов под виниры, которое, как правило, выполняется в придесневой области. Данный подход позволяет исключить риск травмы десневого края и значительно сокращает общую продолжительность лечения. Виниры выглядят естественно и эстетично
Стоматолог-ортопед: д-р Адриана Квинтас (Dr. Adriana Quintas), Сан-Паулу, Бразилия.
Прежде всего, штампик на модели покрывается со всех сторон слоем специального жидкотекучего клея Liquicol компании Renfert (Рис. 3). Таким образом впоследствии упрощается посадка цельнокерамического каркаса на штампик.

Клей создает небольшую буферную зону, защищающую штампик от воздействия слишком сильного давления. Толщина слоя составляет примерно 3–4 мкм и не оказывает существенного влияния на точность посадки каркаса. Буферный слой также защищает поверхность штампика модели от повреждения во время очистки паром. При необходимости в некоторых случаях может использоваться изолирующий прокладочный материал на основе латекса, который наносится на штампик, не доходя 1 мм до границы препарирования.
Моим выбором является материал In-Ceram interspace varnish компании Vita (Рис. 4), представляющий собой дистанционный лак на основе латекса, с легкостью удаляемый пароструйным аппаратом. Следует отметить, что перед посадкой цельнокерамического каркаса прокладочный материал полностью удаляется со штампика.
В качестве альтернативного варианта на штампик может быть нанесен ультратонкий слой воска. Рекомендуется использовать органический коричневый эстетический воск компании Schuler (Рис. 5). После нанесения тонкого, почти прозрачного слоя воска, штампик быстро проносится над пламенем горелки для равномерного распределения воскового материала по поверхности.
Применение воска рекомендуется только в тех случаях, когда необходимо сэкономить время. Для сушки лака Vita In-Ceram потребуется некоторое время для исключения риска его взаимодействия с силиконовым материалом во время изготовления дубликата модели, в то время как штампик с нанесенным воском немедленно готов к использованию. Исключительно важным моментом является блокировка поднутрений и устранение любых деформаций поверхности штампика.
На Рис. 6 показана распиленная модель, изготовленная с помощью точной и эффективной системы Giroform компании AmannGirrbach. Все штампики покрыты клеем Liquicol.
Рис. 7 демонстрирует два других варианта герметизации штампиков: с помощью лака и воска.
Важной предпосылкой для изготовления виниров на огнеупорных штампиках является получение точного дубликата модели. Наша задача заключается в замещении штампика на рабочей модели точно таким же огнеупорным штампиком.
В системе Giroform для решения этой задачи предусмотрена специальная кювета для дублирования моделей (Рис. 8). Кювета состоит из цокольной пластинки и двух держателей, зафиксированных винтами. Держатели обеспечивают дублирование одиночных сегментов, при удалении держателей возможно дублирование всей модели целиком.
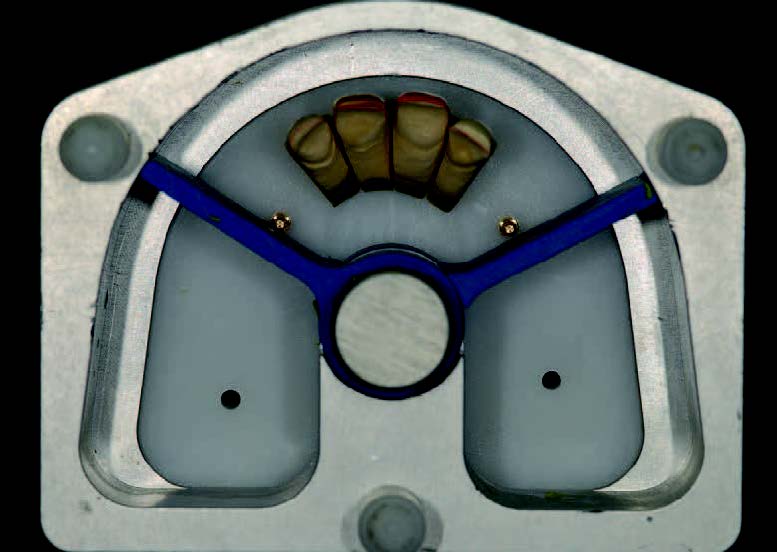
Возможность изготовления дубликата модели всей зубной дуги является одним из очевидных преимуществ данной системы. На противоположных краях кюветы рекомендуется устанавливать два параллельных штифта для получения дополнительной фиксации цокольной пластинки к кювете. Штампики должны быть полностью очищены от масла и пыли для исключения риска деформации дублирующего материала. Дно кюветы образует цокольная пластинка, которая фиксируется в центре винтом и по бокам специальными держателями (Рис. 9). В кювету заливается силиконовый материал, после его отверждения цокольная пластина снимается, штампики удаляются, полученная форма заполняется огнеупорным материалом и на кювету снова устанавливается цокольная пластинка, но уже жаростойкими керамическими штифтами.
На Рис. 10 демонстрируется один из этапов дублирования с применением силиконового материала 1:1 с твердостью по Шору в 23 единицы. Дублирование производится под давлением 3 бар.
После изъятия штампиков выполняется визуальная проверка внутренних поверхностей затвердевшего силиконового материала на отсутствие остатков лака Vita In-Ceram и возможных деформаций.
Углубления в силиконовом материале, в точности соответствующие форме штампиков рабочей модели, увлажняются специальным аэрозолем и заливаются огнеупорным материалом, предпочтительно Cosmotech компании GC. Данный материал является исключительно точным, образует гладкую поверхность и позволяет получить высокое качество штампиков.
Все штифты, которые используются на данном этапе, входят в состав системы Giroform. Время застывания огнеупорного материала составляет в среднем один час, после этого штампики подвергаются дегазации в муфельной печи. Дублированный огнеупорный штампик полностью соответствует рабочей модели (Рис. 11).

Данный метод дублирования может использоваться как для одиночных сегментов, так и для модели из четырнадцати сегментов. Вне зависимости от объема работы, процедура и точность результата остаются прежними. На Рис. 12 и 13 демонстрируется точный результат дублирования штампика рабочей модели.
На Рис. 14 показан вид огнеупорного штампика с керамическими штифтами. С моей точки зрения, данный метод идеален для изготовления штампиков, на которых в дальнейшем будет производиться изготовление виниров методом послойного нанесения облицовочной керамики.
В качестве альтернативного варианта используется модель Геллера со съемными огнеупорными штампиками. К преимуществам данной модели относится сохранение интактного десневого края, однако в целом метод является время- и трудозатратным. Кроме того, данный метод уступает в точности системе Giroform. На Рис. 15 и 16 представлены дублированные штампики, покрытые тонким слоем специальной соединительной смеси.


Соединительный обжиг, или, как я его называю, запечатывающий обжиг выполняется после нанесения на штампик соединительной смеси, состоящей из 50% корректировочной массы Add-On, 50% прозрачной массы Transpa neutral и небольшого количества жидкости для красителей Stain Liquid. Перед проведением обжига дегазированный штампик также предварительно смачивается жидкостью для красителей Stain Liquid для предотвращения его полного высыхания. Блестящая поверхность штампика после нанесения Stain Liquid является результатом взаимодействия жидкости для красителей с огнеупорным материалом.
Следующий этап заключается в герметизации поверхности штампика до границы препарирования. Как и при традиционном нанесении глазури, штампик покрывается тонким слоем подготовленной соединительной смеси, не подвергающейся усадке и придающей поверхности высокий блеск. В результате внутренняя поверхность винира также будет идеально гомогенной, подвергающейся травлению и не дающей усадки в области края.
На Рис. 17 показаны различные варианты изготовления винира с использованием керамики e.max.

Слева направо: нанесение облицовочной керамики e.max Ceram на каркас, прессованный из заготовки МО 0; моделирование винира с помощью облицовочной керамики e.max Ceram на огнеупорном штампике; нанесение облицовочной керамики e.max Ceram на каркас, прессованный из заготовки LT; применение метода окрашивания каркаса, прессованного из заготовки HT; и моделирование винира с помощью облицовочной керамики IPS d.SIGN компании Ivoclar на огнеупорном штампике.
В своей зуботехнической практике использую следующее правило: виниры (один, два или несколько) изготавливаются на огнеупорных штампиках только при точном результате дублирования соответствующих штампиков рабочей модели. Преимущество данного метода заключается в возможности послойного нанесения керамики непосредственно на штампик по аналогии с прямой композитной реставрацией зубов.
При наличии штампиков значительно редуцированных зубов виниры изготавливаются с использованием прессованного каркаса для повышения их прочности.
Каркас с толщиной стенки примерно 0.2 мм прессуется из заготовки МО 0, MO 1 или LT. Следует отметить, что помимо повышения прочности окончательной реставрации, наличие каркаса также позволяет замаскировать окрашенные ткани зубов. Комбинация виниров и коронок или коронок и мостовидных протезов всегда изготавливается с использованием прессованных каркасов.
Каркасы для коронок или мостовидных конструкций, как правило, изготавливаются из циркония или материала МО 0.
Каркас выполняет роль единого основания для последующего послойного нанесения облицовочной керамики e.max Ceram за один этап рабочего процесса и проведения обжига всех реставраций одновременно при одних и тех же параметрах. На Рис. 18 показана комбинация виниров, изготовленных на огнеупорных штампиках, и виниров на основе каркасов, прессованных из заготовки LT и покрытых облицовочной керамикой.

Виниры для зубов № 12 и № 22 изготовлены на огнеупорных штампиках, виниры для зубов № 11 и № 21 изготовлены методом послойного нанесения облицовочной керамики на каркасы, прессованные из заготовки LT. Существенных различий между винирами не отмечается.
Оба метода позволяют получить идеальный результат, однако наиболее предпочтительным для меня является метод изготовления виниров с помощью послойного нанесения облицовочной керамики на огнеупорный штампик.
Выбор в пользу виниров на основе каркасов, облицованных керамикой, делается только в случае необходимости повышения прочности винира, например, при установке комбинации виниров и коронок, либо при наличии штампика значительно редуцированного зуба, недостаточного для создания реставрации желаемого размера.
Маскировка сильно окрашенных зубов с помощью виниров
Эстетический вид даже сильно окрашенных зубов может быть восстановлен с помощью виниров. На Рис. 19 показана исходная клиническая ситуация: сильное окрашивание твердых тканей зуба № 11.

На Рис. 20 представлено решение эстетической проблемы: винир, изготовленный методом послойного нанесения облицовочной керамики на огнеупорный штампик.
Следует отметить, что в данном случае послойное нанесение керамики отличается от традиционного протокола, поскольку нанесение только дентинового материала и массы режущего края не позволит полностью замаскировать эстетический дефект. Таким образом, необходимо применение специального нейтрализатора или праймера. Для получения виниров с высокой маскирующей способностью и оптимальной опаковостью на огнеупорный штампик в области окрашенных твердых тканей зуба наносится специальный маскирующий слой керамики.
После этого выполняется нанесение последующих слоев облицовочной керамики. На Рис. 21 представлен вид винира, при изготовлении которого наносился первичный маскирующий слой.

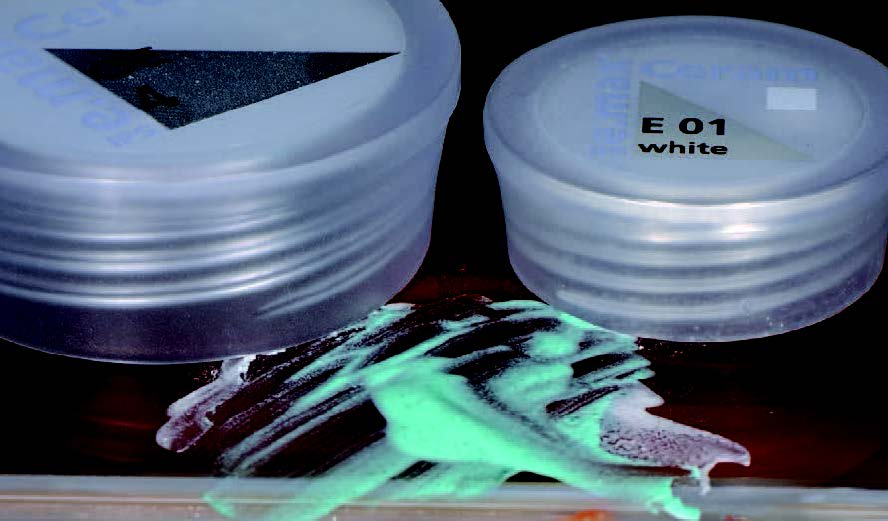
Как правило, основу маскирующего слоя составляет керамическая масса белого оттенка, поскольку белый цвет представляет собой единственный нейтральный цвет, обеспечивающий максимальное отражение света и опаковость окончательной реставрации.
На Рис. 22 показан прогнозируемый результат: маскирующий слой полностью интегрируется с керамикой других оттенков, что делает его невидимым с вестибулярной стороны винира.
Данный метод можно сравнить с грунтовкой стен перед их покраской. При использовании керамики e.max Ceram маскирующий слой, блокирующий свет, состоит из смеси импульс-массы Opal Effect 4 и порошкового красителя Essence белого оттенка (Рис. 23). Для лучшего контроля толщины стенки винира в смесь керамических масс добавляется водонепроницаемый перманентный маркер.
Данный прием обеспечивает равномерное распределение материала по поверхности огнеупорного штампика (Рис. 24). Для маскировки сильно окрашенных твердых тканей зубов с помощью керамики d.SIGN смешиваются равные части дентиновых масс Brilliant Dentin белого и оранжевого оттенков с добавлением небольшого количества дентинового материла оттенка A2.
В результате получается материал белого оттенка, с высокой опаковостью, без глянцевого блеска, добавление к которому дентина оттенка А2 создает плавный переход к целевому оттенку (Рис. 25).
При работе с облицовочной керамикой e.max Ceram используется смесь импульс-массы Opal Effect 4 и красителя Essence белого оттенка с добавлением небольшого количества дентинового красителя Universal Shade (Рис. 26).
После соединительного обжига маскирующий материал смешивается с жидкостью для красителей Stain Liquid и наносится на поверхность огнеупорного штампика в области эстетического дефекта слоем толщиной примерно 0,1–0,2 мм (Рис. 27). Для проверки маскирующих свойств окончательного винира огнеупорный штампик окрашивается коричневым маркером с целью имитации эстетического дефекта (Рис. 28). На Рис. 29 отмечается полное закрытие дефекта виниром на основе керамики d.SIGN. На Рис. 30 также демонстрируется идеальный результат маскировки окрашенной поверхности штампика с помощью винира на основе керамики e.max Ceram.
.jpg)
Вывод: Оба винира характеризуются одинаково превосходной маскирующей способностью.
Оливер Брикс, мастер зубной техник. Обучался на зубного техника с 1985 по 1989 год. До 2001 года работал в ряде зуботехнических лабораторий и стоматологических практик. Широко известен, как международный лектор по вопросам эстетической реабилитации пациентов и керамики. Оливер Брикс в качестве консультанта привлекался к разработке нескольких зуботехнических технологий и материалов для стоматологической промышленности. Специализируется в областях эстетики и функции, изготовления металлокерамических и цельнокерамических реставраций, разработки биомеханического дизайна поверхности окклюзии, изготовления протезов на имплантатах и гальванопластической технологии. Занимается изготовлением функциональных и эстетических несъемных реставраций для ряда стоматологических практик с 1994 года. Оливер Брикс принимал участие в ряде образовательных программ в Германии и за ее пределами. В 2001 году он написал книгу «The Fundamentals of Esthetic» («Основы эстетики»). В 2002 году основал зуботехническую лабораторию «Innovative Dentaldesign Brix», специализирующуюся на изготовлении цельнокерамических реставраций. В 2013 г. в издательстве «teamwork media srl», Италия, вышла новая книга Оливера Брикса «Fascinating all-ceramics by Oliver Brix» («Изумительная цельная керамика») на английском, немецком и итальянском языках. В сентябре 2014 года книга издана в России на русском языке.
Более подробно с работами Оливера Брикса можно ознакомиться в его книге «Изумительная цельная керамика».