
Шевченко В. И., Захарова Л. С., Попов В. Д., г. Москва
Параллелометр с фрезерно-сверлильным устройством (ФСУ) фирмы «Импульс» (Москва)
Имеет два шарнирных плеча, закрепленных на штанге, которая вращается на опоре. На одном плече устанавливается рабочий инструмент, на другом- съемный моторный наконечник. ФСУ позволяет: перемещать моторный наконечник по вертикали как вручную, так и с помощью рычага, фиксировать величину вертикального перемещения на требуемую величину за счет наличия шкал, настраивать вертикальное перемещение в диапазоне 0–25 мм с точностью до 0,1 мм.
Ориентировочная цена с бормашиной 1400$.
Фрезерно-параллелометрический станок со встроенным блоком управления ФПУ 2.0 фирмы «Аверон» (Екатеринбург)
Универсальный прибор для выполнения измерительных, моделировочных и фрезерных работ на зуботехнических изделиях. Позволяет оперативно и точно определить общую клиническую экваторную линию зубного ряда методом вычисления среднего угла наклона продольных осей опорных зубов. Использует оригинальные запатентованные технические решения: световой луч специальной формы для определения продольной оси опорного зуба, электронный способ измерения угла наклона продольных осей опорных зубов, запоминание среднего угла наклона 30 моделей и другие решения.
Ориентировочная цена 2200$.
Фрезерный станок BF1 фирмы «Бредент»(Германия)
Конструктивные особенности прибора позволяют достичь ряд преимуществ: рабочий стол поднимается к инструменту на уровень глаз, модельный столик переводится из вертикального в горизонтальное положение под углом 90 град., рабочая часть крепления наконечника движется в вертикальном и горизонтальном положении с помощью специального элемента с креплением на подшипниках, микромотор в верней части позволяет контролировать точность и глубину сверления.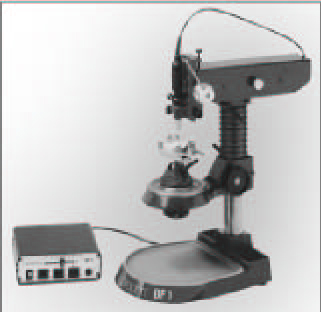
Ориентировочная цена 3800$
Фрезерный прибор Параскоп М фирмы «Бего» (Германия)
Одной из отличительных особенностей аппарата является его компактность и вес. В отличие от других моделей этого класса Параскоп М весит 8,9 кг, габариты: 480х290х310 мм. Фиксация стола для моделирования осуществляется электромагнитами. Аппарат имеет многофункциональный шарнирный рычаг, точность-до 0,01 мм.
Ориентировочная цена 6000$
Фрезерный станок F3/ERGO фирмы «Дегусса Денталь» (Германия)
Электро-пневматический аппарат нового поколения. В России пока не продается. Осуществляется электромагнитная фиксация рабочего стола и пневматическое управление кинематическими звеньями станка.
Ориентировочная цена завода изготовителя около 6500 Евро.
В конце XX столетия наметилась отчетливая тенденция к массовому применению комбинированных бескламмерных протезов при лечении больных с дефектами зубных рядов. Вместо кламмеров в этих протезах, главным образом, бюгельных, широко используются замковые, балочные, телескопические и некоторые другие системы фиксации.
В отличие от бюгельных протезов с кламмерной фиксацией, при которых искусственные коронки на опорные зубы изготавливаются лишь при наличии определенных показаний, в бескламмерных комбинированных протезах опорные коронки или другие несъемные протезы изготавливаются практически во всех без исключения случаях. С помощью несъемных конструкций решается ряд задач: укрепле-ние несъемных фрагментов фик сирующих систем (патриц или матриц, располагаемых интра – или экстрадентально), балок, консолей и некоторых других элементов; создание опорных площадок, уступов, пазов, каналов и др. приспособлений для усиления фиксации и стабилизации бюгельных и других съемных протезов; разгрузки элементов замковых систем; закрытие мелких дефектов зубных рядов; шинирование подвижных зубов и создание опорных блоков с целью выравнивания силовых соотношений между зубными рядами и в некоторых других целях. При этом чаще всего задействуются оральные и контактные стенки опорных коронок. Остальные стенки в целях эстетики полностью или частично облицовываются керамическими или композитными массами. При использовании телескопических систем для фиксации комбинированных протезов, соответственно облицовываются лишь съемные коронки. Столь многоцелевое использование первичных или несъемных протезов требует высокоточного их изготовления, как при моделировании, так и при припасовке после литья. Не менее высокая точность требуется и при изготовлении бюгельных и других съемных протезов с их фиксирующими и сопрягаемыми элементами для беспрепятственного наложения, как на несъемные конструкции, так и на другие элементы протезного поля. Изготовление столь прецизионных и сложных конструкций, по сравнению с кламмерной фиксацией съемных протезов, вызвало необходимость создания специальных устройств для высокоточного моделирования и обработки этих комбинированных протезов, а также их припасовки для беспрепятственного наложения на протезное поле после литья. Наиболее эффективной для этой цели технологией, как было установлено при широком внедрении в зубопротезную практику бюгельных цельнолитых протезов с кламмерной фиксацией, является фрезерование, которое осуществляется с помощью специальных фрезерных станков. Применение фрезерования при изготовлении комбинированных протезов, как на стадии их моделирования, так и после литья из сверхтвердых сплавов, обеспечивает высокую точность их изготовления и припасовки. В результате в 80–90 гг. прошедшего столетия начались интенсивная разработка специализированных фрезерованных установок для зубопротезных целей и их промышленный выпуск 1. Аналогом для их разработки послужили консольные фрезерные станки, широко применяющиеся в промышленности. Интенсивные исследования и разработки, как в нашей стране, так и за рубежом, позволили в итоге решить эту проблему и выпустить первые фрезерные станки и более совершенные параллелометры с фрезерным блоком с целью фрезерования зубных протезов. Промышленный выпуск фрезерных станков для обработки протезов был осуществлен немецкими фирмами: KAVO, Дегусса, Бего, Хереус Кульцер, Бредент, а также фирмами некоторых других стран. Отечественными фирмами «Импульс», «Аверон» и некоторыми другими также были разработаны и выпущены фрезерные устройства для использования в зубопротезной практике. С выпуском этих станков появилась реальная возможность высокоточной обработки и изготовления комбинированных протезов. Для фрезерования восковых заготовок и отлитых каркасов зубных протезов были также разработаны различные виды режущих инструментов. В частности, для обработки каркасов были выпущены цилиндрические и конусовидные фрезы (с конусностью от 2 до 6 град.). В зависимости от обрабатываемого материала (воск, пластмасса, металл) и стадии обработки (черновая, чистовая или отделочная), применяются разные фрезы, которые различаются числом граней или лезвий (от одного до десяти и более), углами подъема винтовой линии лезвий и их заточкой (от тупого до острого с разными числовыми величинами) и направлением витка (правым или левым). Для фрезерования воска используются шаберы и одно-, двух-трехлезвийные фрезы с целью избежания залипания воска в межлезвийных канавках. Для фрезерования металлических каркасов, создания пазов, каналов и других операций были выпущены специальные многолезвийные фрезы из сверхтвердых сплавов. Разработаны также сверла для создания отверстий и каналов и фрезы для чистовой обработки отливок. Арсенал выпускаемых фрез включает также фрезы для обработки гипса, керамики и костной ткани (в отделениях челюстно-лицевой хирургии и имплантологии). Интенсивно разрабатывалась и технология фрезерования зубных протезов. Перед фрезерованием каждого протеза рабочая модель устанавливается и закрепляется на плоскости столика фрезерного станка. Затем ее ориентируют и фиксируют в соответствии с избранным при параллелометрии путем введения протеза 2. Технология фрезерования включает ряд принципов, широко применяющихся в промышленном фрезеровании. К ним относится способ фрезерования заготовки: встречное или попутное, скорость фрезерования (количество оборотов фрезы в минуту), глубина резания, ширина и другие. С учетом этих принципов выбирают соответствующий режим резания (фрезерования). Учитываются также физические и механические характеристики обрабатываемых материалов. В частности, для вязких материалов применяется метод встречного фрезерования. При этом направление вращения фрезы противоположно направлению подачи изделия. Этот метод применяется при фрезеровании восковой заготовки. Метод попутного фрезерования используется для хрупких материалов с целью предотвращения выкрашивания материала заготовки. При этом методе направление вращения фрезы и заготовки совпадают. Этот метод соответственно применяется при фрезеровании стальных отливок протезов. Частота (скорость) вращения фрезы при фрезеровании восковой заготовки варьирует в диапазоне от 2-х до 5-и тысяч оборотов в минуту 3 и, наоборот, при фрезеровании стальных отливок скорость вращения увеличивается от 15 до 20 тысяч оборотов в минуту.
Технологией фрезерования комбинированных протезов (как съемного, так и несъемного) предусматривается также их последовательное и поэтапное фрезерование, начиная со стадии восковой заготовки и продолжая его после литья каркаса несъемного протеза. Благодаря этому, как уже упоминалось, обеспечивается высокоточное моделирование несъемного протеза с частью фиксирующей системы, например, патрицей или матрицей, а также опорных или посадочных элементов, на которых затем будут моделироваться, а в дальнейшем и располагаться сопрягаемые части готового съемного протеза. Затем следует этап проверки и припасовки каркаса в полости рта, а также другие этапы, на которых завершается изготовление несъемного протеза4. Изготовлению съемной конструкции также предшествует ряд этапов, после которых осуществляется установка съемной части фиксирующей системы и моделирование каркаса съемного протеза. Объем фрезерования различных видов комбинированных бескламмерных протезов зависит от ряда причин, в том числе и от применяемой фиксирующей системы, а также от способа ее изготовления.
Наши многолетние наблюдения показали, что изготовление эффективно функционирующих замковых и балочных систем фиксации кустарным способом в условиях зуботехнических лабораторий, является сложной и практически трудновыполнимой задачей. В частности, изготовление замковых систем требует специальной оснастки и технологии, которая применяется лишь на предприятиях точной механики (в приборостроении, часовой и некоторых других отраслях промышленности) с привлечением ряда смежных предприятий. Аттачмены, изготовленные кустарным способом, не отвечают требованиям международных стандартов ни по качеству, ни по износоустойчивости, ни по срокам эксплуатации. В связи с этим, предприятиями, специализирующимися в области разработки стоматологического оборудования, аппаратуры и зуботехнических материалов, налажен серийный выпуск аттачменов различных типов, изготовленных в заводских условиях с использованием современного оборудования и высоких технологий. В результате, благодаря усилиям многих фирм, в настоящее время разработан большой арсенал фиксирующих систем, потеснивших кламмерную систему, которая, как уже отмечалось выше, многие годы широко применялась при изготовлении большинства бюгельных и других съемных протезов. Одним из недостатков кламмерного крепления комбинированных протезов является невозможность создания высокоэстетичных несъемных конструкций, облицованных керамическими или композитными материалами, а также неизбежное расположение плеч кламмеров на вестибулярной стенке опорных коронок или других несъемных конструкций. Парировано и столь важное достоинство кламмерной системы, как возможность варьирования величины жевательных нагрузок, падающих на зубы с ослабленным парадонтом, за счет жесткого, полужесткого или лабильного соединения кламмеров с бюгельным каркасом. Так, в результате многочисленных испытаний удалось разработать и наладить серийный выпуск замковых систем в различной степени дозирующих жевательную нагрузку на опорные зубы за счет использования полимерных матриц с различной степенью эластичности, располагаемых между металлической патрицей и матрицей. В числе первых серийный выпуск шаровидных аттачменов с эластичными матрицами (колпачками) наладила фирма RHEIN’83 (Италия). Большой ассортимент различных замковых креплений разработали также фирмы Бредент (Германия), СЕКА (Бельгия), ZL (Германия) и некоторые другие. Для фиксации комбинированных протезов с помощью аттачменов при I классе дефектов зубных рядов, очень часто на оральной стороне опорных коронок, изготавливаемых на премоляры, при моделировании фрезеруют пришеечный, а иногда и окклюзионный уступы, а также площадку для наложения оральных плеч бюгельного протеза с целью уменьшения нагрузки, падающей на съемную часть замков, перераспределения трансверзально направленных нагрузок и усиления стабилизации съемной конструкции. Весьма часто на язычной стенке премоляров фрезеруются также и пазы или небольшие каналы, т. е. создается одинарный или двойной интерлок с целью усиления соединения и фиксации съемного протеза. Вестибулярные стенки опорных коронок и, частично, жевательные облицовываются керамикой или композитом. При одиночно стоящих молярах (при II и III классах дефектов), наряду с аттачменами, устанавливаемыми на премоляры, очень часто изготавливают телескопические коронки, используя вариант окклюзионно открытых телескопов. В этих случаях окклюзионная поверхность первичной коронки контактирует с антагонистами. При фрезеровании первичной коронки создают пришеечный или окклюзионный уступ. Соответственно, в каркасе бюгельного протеза вместо вторичной коронки моделируют телескопическое кольцо. При окклюзионном расположении уступа прилегающая к нему часть кольца изготавливается скошенной и опирающейся на этот уступ. В случаях применения балочной или, так называемой, штанговой системы фиксации, необходимо также использовать только промышленно выпускаемые заготовки. Благодаря этому в значительной степени уменьшается трудоемкость конструирования комбинированных протезов и практически к минимуму сводится объем их фрезерования на этапах моделирования и обработки после литья. В противном случае, техника ожидает сложный и трудоемкий путь чернового фрезерования кустарно изготовленной балки, даже отлитой из сплава благородных металлов. В отличие от кустарных параметры промышленно выпускаемых штанг заранее рассчитаны, а их ровная и гладкая поверхность обеспечивает получение отливок с высоким классом чистоты поверхности, что в дальнейшем облегчает изготовление контрштанги. В частности, фирмой Бредент (Германия) налажен выпуск балочных заготовок (ВСС) с тремя типами матриц с различной степенью жесткости защелкивания. Двойной паз в матрицах обеспечивает надежность их положения на балке. Балка имеет конусообразную форму (угол наклона 2 град.), что обуславливает эффективное наложение на нее съемной конструкции с контрштангой. Имеющийся на балках временный установочный штифт, вставляется в цанговый патрон параллелометра, что облегчает их точную и параллельную установку между опорными коронками в нескольких участках несъемной конструкции. При необходимости усиления фиксации съемной конструкции на балке может устанавливаться (с помощью параллелометра) универсальный шаровидный аттачмен ВКС–ОЦ, выпускаемый этой же фирмой. При фрезеровании следует учитывать конусность балок, применяя фрезы с соответствующим углом конусности. Большой ассортимент промышленно изготовленных заготовок балок различной конфигурации разработала также фирма Сека (Бельгия) и некоторые другие. Применение промышленно выпускаемых заготовок значительно облегчает работу специалистов при изготовлении комбинированных конструкций в условиях поликлиник и небольших предприятий. Фрезерование балок требуется лишь в участках соединения с опорными коронками и, в основном, сводится к чистовой обработке отливок. Одной из наиболее сложной в изготовлении и эксплуатации по – прежнему остается телескопическая система фиксации. Практически во всех случаях ее приходится изготавливать в поликлинических условиях индивидуально для каждого пациента. Немецкими фирмами (Каво, Дегусса, Хереус Кульцер, САЕ) предложен ряд технологий изготовления комбинированных протезов с телескопической системой фиксации, а также ряд дополнительных приспособлений к фрезерным установкам для фрезерования первичных коронок (фирмы Каво, Дегусса). частности, по технологии фирмы Каво, первичным коронкам придают конусовидную форму, используя особо точные приспособления для углового моделирования и шабрения заготовок этих коронок, например, конусообразователь, обеспечивающий установку угла наклона стенок первичных коронок (от 0 до 12 град.).Предложены также различные технологии чистовой отделки первичных конусовидных коронок. Более легкими вариантами изготовления комбинированных протезов с телескопической фиксацией являются случаи, когда у пациентов сохранились лишь одиночные зубы на верхней или нижней челюстях.
В настоящей работе приведен лишь краткий обзор проблемы, связанной с фрезерованием комбинированных бескламмерных протезов, имеющих ряд специфических особенностей, что требует дальнейшего подробного рассмотрения всех аспектов, связанных с их изготовлением и фрезерованием. Из всего вышеперечисленного можно сделать вывод, что для перехода на современные технологии изготовления бескламмерных зубных протезов необходимо дополнительное оснащение зуботехнических лабораторий фрезерным оборудованием и необходимыми расходными материалами. Показана также необходимость в соответствующей переподготовке специалистов зуботехнического профиля.
Иллюстрации к статье и комментарии к ним подготовлены редакцией «ЗТ».
Сноски к статье:
1 Первые попытки использования промышленных фрезерных станков, а также параллелометров с приспособлениями для установки зуботехнического наконечника с целью фрезерования относятся еще к 60–70 годам.
2 Возможность воспроизведения этого пути, обычно, предусматривается на этапе параллелометрии модели.
3 С увеличением скорости большая часть энергии резания переходит в тепло, что недопустимо при обработке воска, так как при этом он размягчается и налипает на режущие лезвия.
4 Наименование этих этапов в тексте не приводится.