
Сегодня паяние все еще остается наиболее часто используемым процессом для соединения двух металлических стоматологических материалов.
В Немецком промышленном стандарте (DIN) спайка описывается как термический процесс для соединения рабочих частей одинаковых или разных металлов при помощи металла наполнителя (припоя).
Во время паяния два основных металла остаются в твердом состоянии. Вот почему, температура плавления металла наполнителя должна быть ниже температуры отвердевания основных металлов. Для хорошей спайки требуется следующее:
Для того, чтобы припой затек и смочил основной металл поверхности должны быть металлически чистыми, то есть оксиды на поверхностях, которые будут спаиваться, должны удаляться сошлифовыванием.
Основные металлы должны нагреваться до рабочей температуры припоя. Рабочая температура – это температура, при которой припой льется на основной металл.
Из-за того, что большинство благородных металлических сплавов содержат небольшие количества неблагородных металлов, которые окисляются при нагревании и таким образом препятствуют смачиванию поверхности припоем, применение флюса является необходимым. Только при достаточном количестве флюса могут раствориться все оксиды.
Должно быть сродство между основным металлом и припоем для того, чтобы достигнуть хорошей диффузии (рис 1). Припой должен иметь достаточно высокое механическое сопротивление.
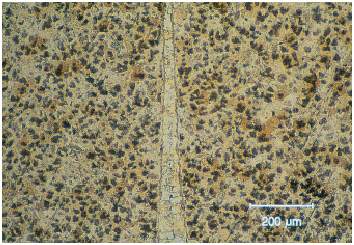
Рис.1
- Области спайки должны иметь параллельные профили (рис.2). При несимметричных контурах имеется опасность образования усадочных раковин в припое. Усадочные раковины ослабляют соединение и могут дополнительно провоцировать изменения цвета во рту. Идеальная ширина для паяного соединения находится между 0,05 и 0,2 мм. Это имеет следствие, то что припой заполняет паяное соединение каппилярным давлением. Если паяное соединение является более широким, соответственно, имеющий необходимые размеры, кусок обрабатываемого основного металла должен быть запасен. Области спайки должны иметь размер 6-9 мм2 и быть по вертикали больше, чем по горизонтали.

Рис.2
- Паяльная паковочная смесь должна быть пористой для того, чтобы быстро отводить тепло. Блок спайки должен храниться как можно меньше, таким образом, чтобы его можно было равномерно нагреть и не увести тепло из объектов паяния.
- Паковочная паяльная смесь не должна подвергаться объемному изменению при отвердевании, потому что положение элементов, которые будут паяться или ширина паяного соединения могут измениться. Термическое расширение должно двигаться вместе с линейным расширением объектов, которые будут спаиваться, таким образом, чтобы не изменялась ширина спаиваемого соединения.
Паяние пламенем и паяние в печке – наиболее хорошо известные процессы спайки в стоматологической технике.
Спайка пламенем в основном используется для соединения драгоценных металлических каркасов перед обжигом и для припаивания аттачменов. Те же смеси газа, что используются для плавления благородных металлических сплавов, годятся для спайки пламенем.
Наивысшая точность достигается, если окклюзионный гипсовый ключ (рис.3) изготавливается на модели, и элементы моста повторно устанавливаются в ключ (рис.4).

Рис.3
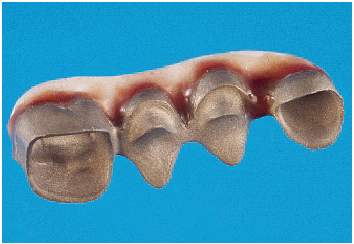
Рис.4
Последующие процедуры:
- Восковой шаблон паяния осторожно соединить, изготовить паяльный блок (рис.5).

Рис.5
- Вымыть водой воск и нанести обильно паяльную пасту.
- Подогреть паяльный блок при температуре 500о втечение 10-15 мин в разогревающей печке, затем нанести флюс снова.
- Нагреть объекты, которые будут спаиваться, пламенем до рабочей температуры припоя. Не удалять пламя от объекта (опасность оксидирования).
- Приблизить припой, покрытый флюсом, к месту соединения, и разместить пламя напротив стержня припоя. Припой будет литься, таким образом, в подогретую зону.
- После спайки прогреть равномерно весь блок, так чтобы условия охлаждения для всех объектов были одинаковы (рис.6).

Рис.6
- Охладить работу до комнатной температуры.
Сплавы, которые не являются самозакаливающимися, или работы, которые находятся в незащищенном состоянии, благодаря охлаждению в воде, должны быть термически обработаны после паяния, за исключением тех, что будут облицовываться керамикой. Подробные объяснения о прокаливании и закалке можно найти в статье «Закаливание» в документации СМ или в карте сплава.
Спайка в печке
Спайка в печке используется исключительно для соединения керамически облицованных работ или комбинированных с обычными драгоценными металлическими сплавами. По сравнению с паянием пламенем рабочая температура может быть точно отрегулирована для паяния в печке, таким образом, что керамика не будет повреждаться. При паянии в печке создается паяльный блок насколько возможно меньше, по тем же причинам, что и для спайки пламенем.
Процедуры:
- Изготовить окклюзионный гипсовый ключ на модели.
- Переставить объекты в окклюзионный ключ.
- Смоделировать из воска паяльные соединения и покрыть все участки облицованные керамикой воском, таким образом, чтобы они не контактировали с паяльной паковочной смесью (рис.7).

Рис.7
- Вымыть воск и выпустить несколько капель флюса С в направлении соединения спайки, пока объекты все еще горячи.
- Подогреть паяльный блок при температуре 5000 С (работы с низкоплавкой керамикой при температуре 4000 С) в течение около 10 мин в разогревающей печке (рис.8).
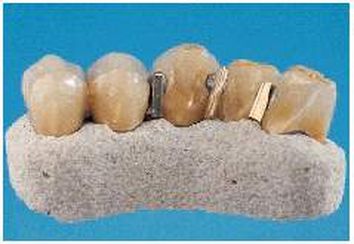
Рис.8
- Погрузить припой во флюс и немедленно поместить в паяльное соединение. Флюс будет затем кристаллизоваться при нагревании.
- Установить паяльный блок в прежде подогретую керамическую печь. Ход нагрева должен быть около 60-800 С, так чтобы весь паяльный блок равномерно нагревался. Конечная температура должна быть установлена на 50-700 выше, чем температура расплава припоя (учитывать температуру твердения обычных сплавов). Выдержать конечную температуру в течение 1 минуты, так чтобы припой мог хорошо смочить основной металл. Выбрать соответствующие фазы охлаждения с учетом коэффициента термического расширения сплава и керамики.
Пожалуйста обратите внимание!
Оксиды палладия устойчивы при температурах около 8000 С. По этой причине, паяние после обжига не должно выполняться, так как диффузия может быть не гарантирована и прочность паяльного соединения будет неудовлетворительной. Свыше 9000 С оксид растворяется. При таких рабочих температурах, используемых для паяния перед обжигом, опасность оксидации уменьшается, и прочность между основным металлом и припоем будет достаточна. По этой причине, свободные от серебра, сплавы на основе палладия должны спаиваться только перед обжигом.
Перевод: Уханов М.М.